How to use the Tool Library on the ML7 DRO
This is a copy of an article that I wrote on the MECH forum as several members there had been struggling to work out how to use the Tool Library and enter the tool offsets.
Several people have expressed an interest in how to use the Tool Library feature in the DRO and how to enter tool offsets. Now that I've got it to work I'll try and explain it as best I can. Note that this is specifically for the M-DRO MDC700 console and will be different for any others. The general principles will be the same though.
Note that the Tool Library function will only work correctly in metric mode i.e. the measurement system must be set to mm. It will not work in Imperial mode as I found out the hard way! There is no mention of this in the manual.
If you use a quick change tool post like I do then you will no doubt have umpteen tool holders with different tools in them ( I must have about 25) and all the tool tips will be in a different position relative to the holders. What the Tool Library function does is to allow you to input the differences between the various tool positions and then recall this whenever you swap a tool. I doubt if it's something I will use very much but will be very useful for mass production work involving several changes of tool.
Note that you must not alter the position of the tool post or topslide when using the Tool Library otherwise everything will go pear shaped! You will lose the relative positions of all the tools.
Firstly, you need to pick a tool that will become your reference tool and all the other tools will have the X and Z positions relative to this tool measured and entered into the library. Probably use something like a favourite facing and turning tool that you use all the time.
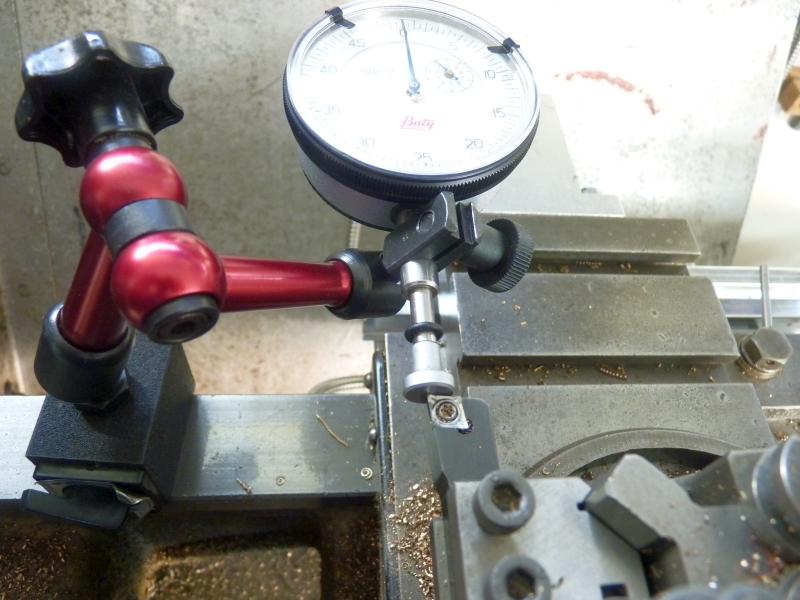
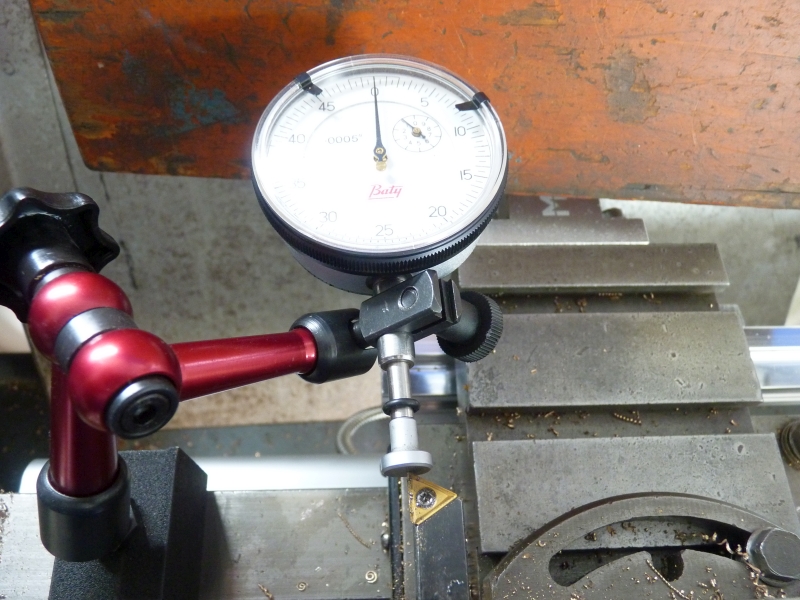
The position of the cutting edge of this tool needs to be set to zero relative to some surface on the lathe. I used a dial indicator with a flat foot to do this but if you want to spend £100 or so you can get a fancy tool setting gauge but it's basically the same thing. You could also use a length of bar in the chuck that you have faced and turned. That would enable you to measure the X and Z positions at the same time for each tool but perhaps not as accurate as the indicator. Using the indicator I had to first measure all of the X offsets of the tools and then reset the indicator to measure the Z offsets.
The indicator (or bar) is set up in the lathe and the tip of the reference tool (Tool 1) wound in towards the indicator until the indicator reads zero (or the tool touches the bar). I set it so that the indicator went round about 1 ½ times to the zero to ensure that there was some pressure on the foot.
Ensure that the DRO is in Absolute mode, Radius mode and metric mode and
zero the X axis.

Take out Tool 1 and put in Tool 2. Again wind in the tool until the indicator
reads zero but this time make a note of the X reading on the DRO, in this
case 7.140mm. This reading is the offset of Tool 2 relative to Tool 1.

Repeat for Tool 3 and for as many tools as you want to set up making a
note of the X axis reading for each tool.
Reposition the indicator so that you can measure the Z axis position of the tools.
Put Tool 1 back in and wind the tool in until the indicator reads zero again.

Zero the Z axis on the DRO.

Replace Tool 1 with Tool 2 and again wind in until the indicator reads
zero. Make a note of the Z axis reading on the DRO, in this case -0.380mm


Repeat for all the tools.
You now have a list of all the tool offsets relative to Tool 1 and these need to be entered into the Tool Library.
Make sure that you are in metric mode!
The Tool Library locks itself every time that you switch the DRO off so it needs to be unlocked. If you try to use it without unlocking the display says 'tl_close'
Unlock the library by pressing the '±' button five times. The display will then say 'tl_open'
Open the Tool Library by pressing the 'Tool Store' button. The display will show 'Tool 1' and the X and Z readings for that tool. Make sure that both X and Z are set to zero. If they are not then select each axis and zero out. Press 'Enter' to save.

Now move to Tool 2 by pressing the 'Down Arrow' button. The display will ask you which tool you wish to select.

Enter the tool number e.g. 2 and press 'Enter' The display will show Tool
2 and it's X and Z position. Enter the X and Z readings from your list
that you made earlier. In my case X was 7.140mm and Z was -0.380mm.
* Note that to enter a negative offset you need to use the '±' button. Enter the offset as normal but when the number is flashing press the '±' button. This will change the value to a negative one. Then press 'enter' *

Note that I made a mistake when entering the Z axis reading - it should have been -0.380!
Now step to Tool 3 and repeat the process. For Tool 3 the X reading was 3.125mm and the Z was 0.210mm

Repeat this for all the tools that you want to use.
Exit the Tool Library by pressing 'Tool Store' button again.
You have now entered the tool offsets for all your tools and are ready to use them.
You call up the tools by pressing the 'Recall' button followed by the
tool number, then 'Enter' and then pressing 'Recall' again. It doesn't
seem to display which tool you have selected though.
If the X and Z readings on the DRO are first set to zero then when you call up a tool it will display the offsets that you put in earlier.

Note that you cannot reset the X and Z axis to zero or enter a value for
them once Tool 2, or 3 etc. are called up. If you need to reset the X
and Z axis to zero or enter a position during a machining operation then
you must select Tool 1. I suppose that is logical as if you alter the
zero reference when using anything other than Tool 1 then all the tool
offsets will be affected.
I think that is about it and hope that you can make sense of it all.