Denham Junior
14/08/2011
I've finally got around to collecting the Denham lathe from my friend at Hinkley. It weighs a ton and we had to dismantle it into manageable chunks to get it in the van! It makes you realise just how sturdy and well built these old machines are compared to the far eastern imports of today.
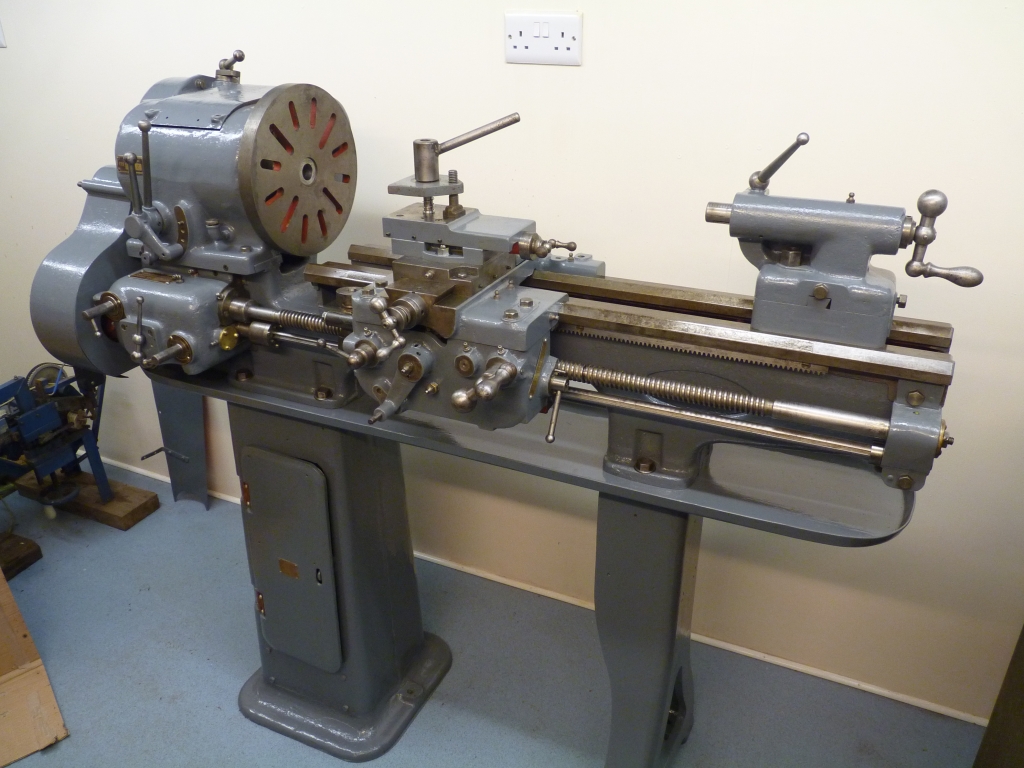
It's a Denham Junior Mk 2 High Speed Lathe with 4½" centre height by 24" between centres. My friend Dennis bought it about 40 years ago from a government surplus depot and it's lain on his garage floor ever since. He did do a bit of painting on it but never actually used it. Fortunately, it was covered with red preservative 'goo' which has kept it in pretty good condition. There's a bit of surface rust here and there but nothing serious.



There are a few of the change wheels missing but all the larger ones are there. I don't do that much screw cutting anyway so I'm not too bothered. I'll probably be able to find some that will fit if I do need the rest. It has power feeds to the saddle and crossslide from a separate shaft which will be useful. I need to find some chucks to fit as Dennis only had a 3 jaw with soft jaws and I'll need a 4 jaw at least.
The idea is to completely strip the lathe, then clean and repaint it. I've cleaned the goo off the bed slides and they seem in very good condition with little, if any, wear. Dennis did say that it had been refurbished before he bought it but I don't know what that entailed.
Anyway, I'll keep a log of progress here but it will probably be some time before I can get stuck in to it.
02/10/2011
Had a break from some other jobs and spent a bit of time stripping the headstock assembly. The spindle was very stiff to rotate and I suspected the bearings may have been full of gunge. Getting the gears and spindles out was a bit of a chinese puzzle but I managed it in the end! The main spindle runs in two large ball races at the chuck end and a roller bearing at the other. The other smaller bearings are all ball races. The two large ones and the roller bearing seem quite smooth but the others were very rough, even after cleaning several times in thinners and blowing out with the air gun. The smaller ones are cheap to replace but the larger ones not so! They are of course imperial sized bearings but they are still available.
The old paint was stripped off the casting with a hot air gun and an old wood chisel and came off fairly easily. The green paint seems to have been a later addition, the colour underneath is a typical machinery grey on top of a red primer which had stuck very well. I've been informed that the RRE on the brass plate refers to the Royal Radar Establishment. The lathe was bought as government surplus.


Headstock casting after removing the old paint

Main spindle, gears, and clutch assembly
Some of the gear teeth have rounded edges. I thought this might be down to wear but they may have been ground like this to make gear changing easier? I came across some photos of other Denham lathes that show the same tooth profile.

Rounded edges to gear teeth
One of the large spindle bearings has the outside diameter engraved on it. It will be difficult to get a new one exactly the same size!

26/11/2012
I've decided it's about time to get stuck in again and get the Denham up and running (along with the rest of the workshop!) so I've spent the last two days stripping all the old paint off the legs and the drip tray, again using a hot air gun and an old chisel. Today I gave them all a coat of primer and tomorrow they'll get the top coat. I'm using Tractol synthetic enamel from Smith and Allan which drys very quickly but goes on well using a brush.
Whilst stripping the paint off the main cabinet leg I noticed a plate showing the company who reconditioned the lathe and the date - 1955!

It would appear that the company are still going and in the same place.
03/12/2012
I've now finished stripping the bed, driptray, and legs and given them all a coat of primer and one topcoat. The Tractol etch primer I used is lethal stuff so if you ever use it, make sure you do it in a well ventilated place or wear a proper face mask! I may give the headstock another coat of grey once I've reassembled the innards.
Before repainting the headstock casting I had to remove the outer race for the roller bearing on the spindle and this proved to be a bit awkward. The race sits against a shoulder in it's housing and the hole that the spindle goes through is only very slightly larger than the inside diameter of the race, making it nearly impossible to get a drift or puller onto the race to knock it out. In the end I ground a couple of recesses in the shoulder behind the race using a cutting disc in the Dremel so that I could get a drift onto the race on opposite sides. Fortunately, the race was not too tight a fit and tapped out very easily.
Brother Mick gave me a hand to lift the bed onto the stand as at a guess it weighs about 200lbs! I then bolted it down and it all seems to sit perfectly flat with no rock.

The slideways still need cleaning up and a bit of paint scraping off some of the surfaces where other bits bolt on but it's looking good.
I started to strip down the saddle assembly ready for painting and noticed that the leadscrews on both the crosslide and the topslide seem to be brand new. They were probably replaced during the refurbishment in 1955. Presumably the nuts were replaced as well.
I ordered the new bearings for the headstock on the 29th and they arrived next day. I used Bearing Boys for the ball bearings and The Bearing Shop for the one roller bearing as Bearing Boys didn't seem to stock them. The roller bearing cost more than all the ball bearings together! The total cost was just under £60 which was pretty good. They are only what you would class as budget bearings but should be fine for the use intended. There are no really heavy loads or high speeds involved and in any case, it seems difficult (and probably very expensive!) to get top quality bearings in imperial sizes. I have decided not to try and replace the two main bearings at the chuck end of the spindle as they seem to be ok. They are large (3.5") diameter angular contact bearings (they need to take axial thrust as well as radial) and would no doubt cost a fortune to replace, even if they could be sourced.
The next job will be to try and reassemble the geared head assembly which should be fun! It was difficult to get it to bits in the first place and I'm sure it will have to go back in a certain order to be able to fit everything together. It will no doubt take more than one attempt to get it right! At least I've got the manual to refer to.
05/12/2012
Well, the gears and shafts all went back together a lot easier than expected and first time around! Everything works as it should and the drive is very smooth and free. The operating levers for the clutch and the speed changes need a bit more cleaning up as they were badly rusted but I can do that in situ. The clutch was a bit sticky at first but I discovered that one of the pins through the shaft was binding and after a bit of fettling it now works perfectly.

The gears all back where they should be

Cone clutch assembly

Spindle nose
I left cleaning up the thread on the spindle nose until after the spindle was fitted to avoid getting muck into the open bearings which I did not want to remove from the spindle.
I'll have to find a suitable oil for the headstock now. The manual calls for Shell Mex R-1 or any suitable light oil. I did save the oil that came out originally which is still clean but there isn't enough to refill the headstock to the proper level.
08/12/2012
I've been plodding on cleaning up parts and repainting them over the last few days. The saddle is now back on and the tailstock.

I can see the tailstock being a bit of a pain to use as the locking device is just a nut that needs a spanner to undo and lock it rather than a lever. I think some sort of modification will be made to that at some point!
One nice feature is the adjustable micrometer dials on the leadscrews for the cross-slide and topslide so you can set them to zero or whatever before making a cut. I miss that on the ML7 which has fixed dials (I'll have to make some adjustable ones one day!)
The next jobs will be the apron and the gearbox for the leadscrew and feed shaft drives. I'll strip those down to give them a good clean before I paint them.
I'm keeping an eye on Ebay for chucks and picked up a 6 inch 4 jaw today for a good price. There's also a few 8 inch 4 jaw and 3 jaw chucks up for grabs but most seem to be camlock fittings rather than threaded backplates. I'm wondering if I could modify a camlock chuck to take a backplate? If they don't go for much money I might give it a try. New chucks in these larger sizes are horrendously expensive!!
14/12/2012
The gearbox, saddle apron, leadscrew, and feed shaft are now all back together and mounted on the lathe. There were no problems with these apart from a bent lever in the apron which carries two gears and engages the drive for the saddle and the cross-slide feed. It looks as though this has been bent for some time as the teeth of the gears mounted on it had began to wear at an angle. There is some damage to the corner of the topslide and it looks as though the topslide has been run into the chuck, probably under power, and this may have bent the lever at the same time. I managed to straighten the arm in the vice using a piece of bar and it's now as it should be.

I wasn't looking forward to cleaning up the leadscrew as it was caked in the brown preservative gunge which had set solid. In the end it cleaned up quite well with paraffin, a brass wire brush, and a toothbrush, and only had a few rust marks on it. In fact everything has been in pretty good shape apart from the control levers and handles which were pretty rusty. Unfortunately these bits are not easy to clean up. I could do with a polishing mop on the bench grinder and some coarse abrasive!
The hand traverse for the saddle feels a bit 'notchy' and rough and I think it may be that the teeth on the drive shaft do not engage the teeth on the rack properly. Unfortunately there is no easy way to adjust this so it will probably have to stay as it is. I'll see what it is like under power.
Next on the agenda is the motor and changewheel assembly with the relevent covers. I have the original 3 phase motor which is probably about 3/4 HP but Dennis had fitted a smaller single phase motor which I will use for now. I will have to get two new belts for the motor drive once I've found out what sort they should be.
18/12/2012
Almost finished! All the remaining parts have been repainted and assembled. There are just a few small jobs to tidy up now.


For the time being I've fitted the 1/2 HP single phase motor but I think the lathe will be seriously underpowered with this. The original motor is a 3 phase 3/4 HP and Tony on Lathes UK suggests that you need a single phase motor 30% to 40% more powerful to replace the 3 phase one, so it really needs a 1 HP. The Eagle mill has a 1HP motor and I intend to eventually replace this with a 3 phase motor that I have and a suitable inverter. I could then use the original motor from the mill to power the lathe which would be ideal.
There were two belts that came with the lathe ( it uses a double belt from the motor to the clutch) and these turned out to be the right size (A60). However they were a bit worse for wear and so I've ordered a new pair today. I did try fitting the belts but it proved impossible to fit the clutch cover in place with the belts in situ and you can't fit the belts once the clutch cover is on! I wonder if the original belts were meant to be of the linked type that could be split and then rejoined. I may have to cut away part of the cover to enable it to be fitted although I would rather avoid that if possible.
I need to make a couple of nuts to hold the changewheel cover on and a knob for one of the levers on the apron. These have got lost at some time. There should be a chart on the door showing the gears to use for various threads and feeds but that is also missing unfortunately. I do have a photo of it though so I can just print that out.
I managed to pick up an 8 inch 4 jaw chuck off Ebay today so I've got some chucks to play with now. The problem is that I've now got to source some backplate castings and turn those up.
I was thinking today that I've got to go through all this again to restore the Boxford shaper. Fortunately, that is not as complicated as a lathe!
21/12/2012
The new Vee belts arrived yesterday and I managed to fit them and the clutch cover with a bit of fiddling. The belts that came with the lathe had a thicker section than the new ones which is why I couldn't get the cover on before.
I had noticed earlier that there was no way of locking the saddle to the bed as on most lathes but a friend from the club came around to pick something up and he had a look at the lathe. He pointed out that a spare hole at the back of the saddle was meant for a locking device and this was shown in the manual when I knew what to look for! It's just a lever and a stud through the saddle with a plate underneath that clamps onto the underside of the bed when the lever is tightened. This is another item that has got lost at some point but it won't be difficult to make a new one.

I got another chuck off Ebay the other day. It's an 8 inch Crown 4 jaw which arrived today. Looks in good condition so just needs a backplate. I also need to get a decent oil gun to lubricate all the oiling points. I've got the one that came with the Myford but it's not brilliant and doesn't seal onto the oil nipples very well.
06/01/2013
After a bit of research into suitable oils for the headstock I purchased 5 litres of Mobil DTE Heavy Medium (ISO 68) machine oil which should be suitable. It's a bit thinner than the oil that was originally in the headstock but is recommended for Harrison etc. lathes. The headstock holds 2 litres so I'll use the rest for the oil points, slides, etc. The courier that delivered it came whilst I was out and dropped the package over the 6 foot side gate! Fortunately, the oil was in five 1litre bottles and fairly well wrapped. If it had been just one 5 litre bottle it would possibly have burst!
I've cleaned up the change wheels that came with the lathe and there are 4 missing from the standard set. The gears are 16DP and 0.375" wide with a 0.75" bore. This is the same as some of the Atlas lathes so I'll keep my eyes on Ebay and see if any appear. I could buy some new gears from such as HPC Gears but they are not cheap and would have to be modified to fit.
I also found some more small parts in a box with the change wheels. I've now got the knurled nuts that hold the change wheel cover on and various washers and spacers connected with the change wheels.
21/02/2014
Crikey, it's a year since I finished rebuilding the lathe and I've not used it yet
So, I decided to make a start on the backplates for the chucks that I purchased last year. I bought two 6 inch castings from RDG Tools who were at the ME exhibition at The Fosse last October which saved on postage but I still need two 8 inch castings for the two larger chucks. I think College Engineering sell these. I've also been asked to make a 4 inch and a 6 inch for another owner of a Denham so I bought two more castings just before Xmas last year. I have been keeping an eye on Ebay just in case a suitable backplate came up for sale but no luck so far.
The first job was to make a dummy spindle nose to use as a gauge when boring and threading the backplate. The spindle nose is 1.75 inches diameter and threaded 6tpi with a Whitworth form. It's an odd size which is why I am having to make my own backplates.
I didn't have any suitable steel in my stock so had to buy some 50mm diameter EN1A. I bought a 500mm length as it will always come in useful. The power hacksaw was pressed into service to cut off a suitable length.
The blank was held in the 6 inch chuck in the ML7 and turned down to exactly 1.75 inches diameter. My spindle nose is actually 1.7485 inches diameter so must be slightly worn but I asked the other chap to measure his and he got his to be 1.751 inches. The end of the dummy nose was then threaded 6tpi. This was interesting as the ML7 has an 8tpi leadscrew so the changewheels have to drive the leadscrew faster than the spindle rather than slower. The gear ratio required was obtained by using a 40 tooth gear on the spindle and a 30 tooth gear on the leadscrew with a 65tooth idler.
It's not really recommended to cut threads with less tpi than the leadscrew under power as this puts a lot of load on the gears so the preferred way seems to be to turn the leadscrew by hand which then drives the lathe spindle. I tried this for a bit but it was really hard work! I decided to use the main spindle drive after all but set the inverter to give a very slow speed. To take the load off the gears I also turned the leadscrew by hand at the same time and that worked fine. It still took a long time to complete the thread as I could only take very small cuts at each pass. My inverter is a fairly basic one and looses torque at very low speeds and the motor just stalls if the cuts are too heavy but this tendency came in handy. The thread stops part way along the spindle nose to leave the plain register but I decided not to machine a runout groove to make stopping the threading easy. As mentioned, I cut the first few passes of the thread by hand so it was easy to stop the thread where I wanted. When I continued under power, the motor just stalled when the tool got to the end and stopped itself. Actually, I got quite good at judging when to press the stop button on the inverter so that the motor just stopped at the end of the thread!
I haven't any easy way to measure the depth of the thread so I used a catchplate that came with the lathe as a gauge and machined away until the catchplate just threaded on nicely.
I also decided to make a plug gauge to 1.75 inches diameter to check the diameter of the plain part of the bore of the backplates, again from a lump of the 50mm steel bar.

Dummy spindle nose and plug gauge
Next step was to machine one of the backplate castings. I decided that I would machine the first one on the Myford so that I could then fit a 6 inch chuck to the Denham (It would have been difficult to machine it on the Denham anyway without a chuck to use and I would have had to mount it on the face plate somehow). This would enable further backplates to be machined on the Denham which is much more robust than the Myford and better suited to the job. Machining the first one on the Myford was a bit of a struggle and I didn't want to overtax the machine any more than I had to, especially when it came to screwcutting the internal thread.
The casting was set up in a 6inch four jaw chuck with the boss facing the tailstock and set to run truly. As it happens, all the castings from RDG have the front face and the edge already machined which made life very easy.
The end of the boss was faced off and then the outside of the boss and the rear of the flange cleaned up just to make it look pretty. The cast iron seemed pretty tough actually and wasn't that easy to machine. It certainly didn't cut like butter like really nice cast iron does.
The boss was drilled out to 0.625inches (the largest drill I had!), bored out to 1.5 inches diameter (the same as the catchplate) to take the 6tpi thread, and then bored out to 1.75 inches to a depth of 0.5 inches so that the plug gauge just fitted.
Next job was the cut the 6tpi thread and I did struggle with that due to a lack of a good internal threading tool. I started off with a HSS one that came with the Myford but it wasn't rigid enough and had a lot of spring in it. I then remembered that someone had given me a set of carbide insert tools and that happened to have both internal and external threading tools, neither of which appeared to have been used. This was much better but I think the carbide tips leave a lot to be desired as they seem very soft. I had to keep touching the edge up all the the time as the cast iron took the edge off very quickly. The tip originally had a sharp point on the end but I rounded it off with a diamond sharpening file otherwise it would have cut quite a deep groove in the plain part of the bore before the thread was deep enough to fit the spindle. I did have to cut into the plain part slightly to get enough depth in the threaded part but I noticed that both the catchplate and the lathe faceplate also had this.
Anyway, after quite some time as I could only take shallow cuts again, the thread on the dummy spindle fitted nicely. The plain portion was a little tight but I decided that would be ok as my Denham spindle seemed a little undersize as mentioned before and I didn't want to enlarge the bore anymore.

Screwcutting the internal thread in the backplate
The backplate was then tried on the Denham and fitted very nicely. Big sigh of relief!! I had had visions of making a big cock-up of this first one! It just needs machining in situ now to take the chuck.
The Myford is absolutely filthy now and covered in cast iron dust and is going to need a really good clean before it gets used again!
23/02/201
Yesterday I fitted the backplate to the Denham and faced off the front of the flange. I decided to try out the power cross feed which worked well and saved a lot of hand work. I think I set the feed a bit on the slow side but I just did something else (cleaned the Myford!) while the lathe got on with it. Although the gearbox gives three different speeds for the feeds you still have to use the change wheels to drive the gearbox and I used about the lowest gearing that the change wheels would give.
Today I turned the outside of the flange to fit the 6 inch 4 jaw chuck that I was going to use first. It was when I looked at this chuck and the 8 inch 4 jaw I have, I realised that, unlike 3 jaw chucks, 4 jaw chucks normally don't use a backplate the same diameter of the chuck and they are often much smaller. The bodies have a recess in the back the same as a 3 jaw but the backplate is only the same diameter as this recess. Because of this I could have got away with a 5 inch diameter backplate casting for this chuck and saved a bit of money. The one needed for the 8 inch 4 jaw is even smaller and a 5 inch casting will do for that as well. At least that means that I will now only need an 8 inch backplate for the 8 inch 3 jaw chuck.
The backplate recess for the 4 jaw I was going to use is only 5 inches in diameter so I had to turn the casting down a lot (it's about 6½ inches diameter). At least the fact that the backplate didn't need a step turning on the face made it easier to machine. It just needed the outside of the flange turning to a good fit in the chuck recess which was soon done.

Backplate finished to size
The problem now was how to unscrew the backplate to get it off the spindle and drill the mounting holes for the chuck. It was stuck fast and I couldn't move it by hand! A bit of thinking and I used the 4 jaw chuck to grip the backplate and put a lever through the jaws to unscrew it. This worked a treat and I often use a bar in this way to get a chuck off the ML7 when it's gone tight. Much better than using a chuck key in one of the screws as a lever as you risk damaging the socket in the screw (Don't ask me how I know!)

Using the chuck as a 'spanner'
The chuck with the backplate in position was mounted on the mill table and the four holes spotted through the chuck body into the backplate.

Spotting the mounting holes through to the backplate
The chuck was then removed and clearance holes for the bolts drilled through the backplate. This particular chuck actually came with a backplate, but obviously not for this lathe, and was fastened with four bolts with nuts so I decided to stick with this. I could have tapped the backplate to suit the bolts I suppose but they only had slotted heads and I wasn't sure I could get them tight enough with a screwdriver. Socket head cap screws would have been ideal but I didn't have any suitable.

Drilling clearance holes for the bolts
It was just a case now of bolting on the chuck and job done. One down, 5 to go!

I was thinking today that what a pity friend Dennis isn't still around. I'm sure he would have been very pleased to know that his old lathe was finally being used.
24/02/2014
Made a start on the 4 inch backplate today for the other Denham owner. This will be done exactly the same as the first one but now using the Denham itself.
I've been using the power feeds for both facing and boring the backplate and it's absolute luxury! The headstock clutch makes life much easier as well and saves switching the motor on and off everytime you want to measure something etc. Using the tailstock is a bit of a pain with having to use a spanner to clamp it to the bed as it's awkward to get the spanner in when the tailstock is right up to the saddle. I'll definitely have to come up with something different.
I've ordered a 5 inch backplate casting today for the 8 inch 4 jaw and also a couple of carbide internal threading tools. I was going to get one that takes indexable bits but wasn't sure about getting one that would handle the 6tpi thread. The ones I looked at from various suppliers only went up to 3mm pitch whereas I want one capable of handling a 4mm at least. In the end I ordered a couple of brazed carbide tipped tools which should do the job. I just hope the carbide is not as soft as the one I had to use for the first backplate!
07/12/2014
This week I used the Denham in earnest when I machined the treads on a set of driving wheels for a 7.25" gauge B1 for a chap at the club. His lathe was a bit too small to do this easily so I offered to do them for him. It wasn't that easy on the Denham as the cross-slide didn't have enough outwards travel to hold a standard lathe tool in the normal tool post position and get at the treads. I had to use various LH tools set across the rear of the toolpost to get the cutting edge far enough out. I managed it in the end but had great difficulty with chatter when finishing the wheel flanges and had to take things very slowly. I ended up turning the faceplate with the wheels mounted on by hand for the final cuts. That surprised me as the lathe looked very solid and I'm wondering if there is some play in the two main headstock bearings that I didn't change. There doesn't seem to be any way of adjusting them but I'll have a good look when I get chance. They seemed ok when I rebuilt the headstock and I don't want to have to replace them unless it's absolutely necessary as they will be extremely expensive!
Next job though is to get the lathe clean again as it's absolutely filthy now! The castings were way oversize and I had to remove a LOT of metal. There's cast iron swarf everywhere.